ПРОСТЕЙШИЕ ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК
Устанавливаемая на фрезерный станок заготовка должна занимать определенное положение по отношению к фрезе. От установки заготовки зависят прежде всего точность обработки и взаимное расположение обработанных поверхностей. Кроме того, заготовка должна быть прочно и надежно закреплена.
Следует помнить, что при фрезеровании зуб фрезы давит на заготовку и отжимает ее. В отдельных случаях фреза может подхватить заготовку, вследствие чего могут поломаться зубья фрезы, а иногда возможен несчастный случай с работающим. Неточность, небрежность и неправильность установки часто ведут к браку.
В простейшем случае заготовку закрепляют непосредственно на столе станка. Это возможно тогда, когда заготовка имеет хорошую опорную поверхность. При правильном закреплении заготовка должна плотно соприкасаться с плоскостью стола опорной поверхностью. Стол станка имеет обычно три продольных паза, в которые заводят крепежные болты. Для крепления заготовки к столу пользуются прихватами, которые прижимают болтами.
Заготовки круглого сечения устанавливают и закрепляют в призмах, которые в свою очередь крепят к столу станка болтами.
В инструментальном деле (при изготовлении метчиков, разверток, концевых фрез) закрепляют заготовку между центрами делительной головки и задней бабки. Часто заготовку закрепляют в самом шпинделе делительной головки. Применяют также закрепление в патроне, который надевают на шпиндель делительной головки.
Широко распространенным способом крепления заготовки является зажим в машинных тисках. Такое крепление встречается во многих случаях фрезерной обработки. Когда же необходимо фрезеровать одинаковые заготовки в больших количествах, применяют специальные фрезерные приспособления, обеспечивающие большую точность установки и обработки, а также снижающие время на установку и зажим заготовок.
§ 13. ЗАКРЕПЛЕНИЕ ЗАГОТОВОК НА СТОЛЕ СТАНКА
Приспособления для закрепления
Для закрепления заготовки непосредственно на столе станка пользуются прихватами с болтам и прижимами.
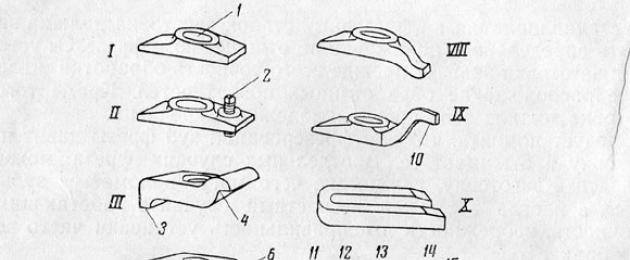
На рис. 60 показаны различные типы прихватов. Прихват
I
является самым распространенным. Отверстие 1
для болта сделано продолговатым, что дает возможность передвигать прихват относительно закрепляемой заготовки. Такие отверстия сделаны у всех прихватов, показанных на рис. 60. Винт 2
у прихвата II
служит вместо подкладки под прихват. Выступ 3
у прихвата III
, а также выступ 5
у прихвата IV
дают возможность
пользоваться прихватами без подкладок. Уступом 4
прихват III
ложится на деталь. У прихвата IV
снята фаска 6
, чтобы он не мешал работе фрезы при обработке соответствующих поверхностей заготовок.

Часто приходится применять прихват с вытянутым концом (прихваты V, VI
и VII
). Концы 7, 8
и 9
таких прихватов обычно заводят во вдадины или опирают на выступы заготовки. Прихватом VIII
можно пользоваться без подкладок.
Прихват IX
удобен в тех случаях, когда в заготовке имеются впадины или выемки, куда выступом 10 вводят прихват. Очень удобен простой в изготовлении прихват X
. Чтобы снять его, не нужно совсем свертывать гайку, а достаточно слепка ослабить ее и сдвинуть прихват в сторону.
На рис. 60, XI
показано закрепление обрабатываемой заготовки 15
прихватом 12
, который одним концом опирается на заготовку 15
, а другим - на подкладку 11
. Болт 14
, плоская головка которого входит в Т-образный паз стола, проходит сквозь прихват. Завертывая ключом гайку 13
, прижимают прихват к подкладке и так закрепляют заготовку.
В качестве подкладок
под прихваты используют различные бруски и другие подходящие по высоте детали.
Весьма удобным в работе является переставной по высоте прихват, показанный на рис. 60, XII
. Переставляя дугообразный прихват 16
, имеющий в центре продолговатое отверстие, им прижимают разнообразные по высоте заготовки.
Такой же переставной по высоте прихват показан на рис. 60, XIII
. Подкладка прихвата сделана в виде круглого диска 17
, вращающегося на эксцентрично расположенной оси 18
, проходящей через прорезь прихвата 19
. В диске 17
просверлено шесть отверстий. В зависимости от требуемой высоты установки в то или иное отверстие устанавливают штифт 21
, на который опирается прихват 19
. Таким образом, прихват имеет три опоры: ось 18
, штифт 21
и зажимаемую деталь 20
. На рис. 60, XIV
показан прихват в самом нижнем положении крепления. Заготовка зажимается с помощью болта подобно прихвату на рис. 60, XI
.
Некоторые заготовки можно надежно закрепить при помощи прижимов
. На рис. 61 показан прижим 4
, нижний конец которого 6
входит в Т-образный паз стола станка. Опорная губка 1
имеет такой же нижний конец 6
, входящий в паз стола. Закрепляемые заготовки 2
зажимаются болтом 5
, поджимающим подвижную губку 3
. Болт 5
имеет наклон для лучшего закрепления заготовки.
Если задаться целью и собрать фрезерный станок своими руками, то можно получить в свое распоряжение эффективное устройство, позволяющее выполнять множество технологических операций по металлу и другим материалам. Серийные модели такого оборудования давно и хорошо известны, они активно используются на большинстве производственных предприятий, работающих в различных отраслях промышленности. Отличает такие станки широкий функционал, позволяющий обрабатывать с их помощью заготовки из металла, древесины и ряда других материалов.
Зная обо всех преимуществах подобного устройства, многие домашние мастера задаются вопросом, как , используя доступные и недорогие комплектующие. Следует сразу сказать, что изготовить такой станок возможно, более того, можно дополнительно наделить его функциями, которые присущи не только фрезерному, но и токарному оборудованию.
Наиболее простым в исполнении является фрезерный станок вертикального типа. Собрать его можно на основе ручной дрели, затратив на это совсем немного времени и сил. Для того чтобы своими руками сделать более функциональный фрезерный мини-станок для своей домашней мастерской, вы должны найти другие комплектующие и располагать большим количеством времени, но и такая задача вполне решаема.
Собираясь своими руками изготовить фрезерный станок по металлу и дереву, очень важно обратить внимание на то, что работать устройство должно по такому же принципу, что и серийное оборудование. Чтобы соблюсти это важное требование, можно ознакомиться с чертежами серийного оборудования и посмотреть видео процесса работы заводского станка.

Фрезерные столы нередко называют фрезерными станками, однако их конструкции принципиально разнятся
Часто фрезерным станком называют фрезерный стол. Его устройство мы рассмотрим в конце данной статьи. Но изготовлению самодельного фрезерного стола посвящена отдельная подробная статья, найти которую можно, перейдя по ссылке ниже.
Задачи фрезерного оборудования
У тех, кто часто работает в своей домашней мастерской, нередко возникает необходимость обработки различных изделий, изготовленных из древесины и металла. Не все операции с такими изделиями можно выполнить, располагая лишь ручными инструментами, часто для этого требуется специальное оборудование. Конечно, можно обратиться в мастерскую, но за оказанные ею услуги потребуется заплатить.
Именно в таких ситуациях и может выручить домашний фрезерный станок, собрать который вполне по силам каждому человеку, умеющему работать руками. Став обладателем подобного оборудования, можно будет выполнять на нем обработку заготовок как из металла, так и из древесины. В зависимости от наличия в вашем распоряжении тех или иных комплектующих, можно изготовить как простейший самодельный фрезерный станок по металлу, так и более сложное устройство, относящееся уже к токарно-фрезерной категории.

Как было сказано выше, простейший мини-станок собирается на основе обычной дрели. Принцип работы такого оборудования аналогичен функционированию серийных станков подобного типа. Несмотря на то, что функциональные возможности мини-станка, изготовленного на основе дрели, несколько скромнее, чем у более сложного самодельного оборудования, и такому устройству в любой домашней мастерской всегда найдется применение.
Для того чтобы своими руками сделать более функциональный и сложный настольный станок, потребуется мощный электродвигатель, а также еще целый перечень специфических комплектующих. Такой станок, собранный по всем правилам, позволит вам в условиях дома выполнять достаточно сложные технологические операции: вырезать из металла и древесины изделия сложной конфигурации, обрабатывать криволинейные поверхности, выбирать пазы, фальцы, шлицы, а также многое другое.
Прежде чем своими руками делать фрезерный станок, следует изучить принцип работы серийного оборудования, посмотреть видео его функционирования, составить чертеж, подготовить обязательные комплектующие и инструменты, которые понадобятся для сборки вашего домашнего станка.
Самодельный фрезерный станок: вариант №1

Основание
Детали стойки и держатель шпинделя
Вертикальная направляющая (салазки )
Вертикальная направляющая (вид сзади)
Соединение основания со стойкой
Соединение основания со стойкой (вид сзади)
Крепим вертикальную направляющую к стойке
Координатный стол G5757 «Прома» установлен на основании
Ходовой винт координатного стола
Площадка для крепления шпинделя (выбрана фрезером)
Основание со стойкой, направляющей и столиком
Пара гирь от рычажных весов обеспечила вылет шпинделя
Тиски
Крепление двигателя
Крепление двигателя (вид сбоку)
Приводной ремень
Самодельный фрезерный станок: вариант №2
Самодельный или ручной фрезер с самостоятельно изготовленными механизмами подачи фрезы и перемещения рабочего стола. Ниже на видео этапы изготовления с разбором ключевых элементов. А именно: сборка стойки, конструкция каретки вертикальной стойки, привод рабочего стола станка.

Автор объясняет процесс изготовления , которая впоследствии станет фрезерным станком.
Разбор создания системы подачи фрезы, а также крепления фрезера (или дрели) к стойке станка с возможностью смены инструмента.
Разбор привода координатного стола для обеспечения возможности перемещения заготовки относительно фрезы.
Конструкция и принцип действия оборудования
Если посмотреть на чертеж профессионального , то можно заметить, что его конструкция включает в себя множество разнообразных механизмов и узлов. Настольный домашний станок, в отличие от серийного, имеет более простую конструкцию, состоящую из ограниченного набора обязательных элементов. Несмотря на простоту системы, самодельный станок фрезерной группы является достаточно функциональным устройством и позволяет успешно решать множество задач, связанных с обработкой заготовок из металла и древесины.

Один из вариантов самодельного фрезерного станка. Недостаток в недостаточно проработанном креплении дрели, однако отсюда можно позаимствовать конструкцию станины
Основой любого такого станка является станина, которая должна быть жесткой и надежной, чтобы обладать способностью выдерживать необходимые нагрузки. Следующим важным элементом самодельного станка фрезерной группы является привод, вращение от которого будет передаваться на рабочий инструмент. В качестве такого привода можно использовать ручную дрель или отдельный электродвигатель, обладающий достаточно высокой мощностью.
Для размещения и фиксации заготовок, которые будут обрабатываться на таком оборудовании, в его конструкции обязательно должен быть предусмотрен рабочий стол с элементами крепления для обрабатываемых деталей. Обработка и на профессиональном, и на домашнем фрезерном оборудовании осуществляется при помощи специального инструмента - фрезы, имеющей остро заточенную рабочую часть.

При изготовлении мини-станка для дома не стоит экономить на комплектующих. Они должны быть только высокого качества, так как это напрямую влияет на надежность и производительность вашего оборудования.
Технические характеристики, которые приобретет ваш домашний настольный станок, будут зависеть от ряда параметров. К ним относятся размеры рабочего стола, а также допустимый вес и габариты заготовок, которые на нем будут размещаться. Важным фактором, влияющим на производительность и мощность оборудования, является мощность установленного на нем привода и максимальное число оборотов, которое он сможет обеспечить.

Еще один вариант самодельного фрезерного станка
Процесс сборки фрезерного стола
Приступать к сборке самодельного станка для дома следует с изготовления рабочего стола – важнейшей конструктивной части фрезерного оборудования. Рабочий стол домашнего станка можно своими руками изготовить из листа фанеры, оргстекла или листового металла.
Из расходных материалов вам понадобятся качественный контактный клей, двухсторонний скотч и много наждачной бумаги. Кроме того, необходимо будет приобрести несколько струбцин, метизы и качественный копировальный фрезер, который должен отличаться максимальной точностью, иметь острую режущую поверхность. Именно от того, насколько качественный фрезер вы приобретете, во многом будут зависеть технические возможности вашего настольного станка.

Чертеж фрезерного станка, сделанного по типу фрезерного стола (нажмите, чтобы увеличить)
Для изготовления фрезерного оборудования своими руками воспользуйтесь следующей инструкцией.
- Первым этапом сборки самодельного станка является изготовление крышки. В качестве материала для нее можно использовать фанеру. Несложный процесс изготовления данного элемента выглядит следующим образом: из фанеры вырезаются заготовки определенных размеров, затем они соединяются между собой.
- Следующий этап сборки домашнего мини-станка - это монтаж крепежных элементов, установка фрезера и остальных конструктивных частей. Поскольку вы занимаетесь изготовлением фрезерного оборудования, то все работы следует выполнять с повышенной аккуратностью и точностью.
- После сборки рабочего стола на него необходимо установить монтажную пластину. С этой целью в поверхности рабочего стола делается углубление, контуры которого полностью повторяют форму монтажной пластины. В таком углублении монтажная пластина фиксируется при помощи двухстороннего скотча. Далее по всему контуру пластины с определенным шагом укладываются прокладки, которые прижимаются к ней при помощи струбцин.
- Сам рабочий орган станка - копировальный фрезер - устанавливается в подшипниковые узлы, сборке которых следует уделить особое внимание.
- Все технологические отверстия, необходимые на поверхности рабочего стола, можно получить при помощи обычной ручной дрели.
- В вашем настольном мини-станке будет ряд деревянных поверхностей, которые необходимо тщательно отшлифовать при помощи наждачной бумаги.
- Следующий этап изготовления самодельного станка - это сборка основания, которую необходимо осуществлять в строгом соответствии с предварительно подготовленным чертежом.
- Особое внимание при сборке станка следует уделить процессу монтажа упора и прижимной гребенки.

К атегория:
Фрезерные работы
Приспособления для установки и закрепления заготовок
Универсальные приспособления (прихваты, угловые плиты, призмы, машинные тиски и др.) предназначены для закрепления заготовок. Их применяют главным образов в единичном и мелкосерийном производствах.
Прихваты используют для закрепления заготовок сложной формы или больших габаритов непосредственно на столе станка. На рис. 1 показаны различные типы прихватов: плиточные (рис. а), вилкообразные (рис. б), корытообразные (рис. в), изогнутые универсальные. Все прихваты имеют овальные отверстия или выемки для перемещения прихвата относительно обрабатываемой заготовки. На рис. 2, а показано закрепление обрабатываемой заготовки на столе станка плиточным прихватом, который одним концом опирается на заготовку, а другим - на подкладку. Головка болта заводится в Т-образный паз. стола через отверстие прихвата. При завертывании ключом гайки прихват прижимается к заготовке, закрепляя ее. В качестве подкладки под прихваты используют ступенчатые подставки (рис. 2, б), различные бруски требуемой высоты или специальные опоры для плиточных прихватов (рис. 2, в).

Рис. 1. Прихваты
Заготовки небольших по высоте размеров могут быть закреплены непосредственно на столе станка прихватами (рис. 20, г и д). В некоторых случаях удобно пользоваться подпружиненным прихватом с достаточно большим диапазоном регулирования по вылету и закреплением заготовки рукояткой. Весьма удобным в работе является регулируемый по высоте изогнутый универсальный прихват (рис. 2, е).

Рис. 2. Закрепление заготовки на столе станка
Разные по высоте заготовки можно закреплять универсальными прижимами. В прижиме, показанном на рис. 3, а, заготовка крепится прихватом Г-образной формы с выемкой, в которую устанавливается сухарь. Заготовка закрепляется болтом и гайкой. Ступенчатый прижим (рис. 3, б) состоит из корпуса, в котором имеются уступы (ступени), расположенные по выемке корпуса на разной высоте. На уступы опирается подкладка, входящая своим шлицем в прорезь прихвата, и прижимается к нему пружиной. Прихват может переворачиваться на 180°. В корпусе прижима имеется сквозное резьбовое отверстие для прижимного болта и для крепления всего прижима к Т-образным пазам станка. Прижим позволяет закреплять заготовки разной высоты в некотором диапазоне.
При чистовом фрезеровании затяжка болтов не должна вызывать деформаций обрабатываемой заготовки.
Угловые плиты применяют для установки и крепления заготовок, имеющих две плоскости, расположенные под углом 90°. На рис. 5, а показана обычная угловая плита Она имеет одно или два ребра жесткости и две полки (равнобокие или неравнобокие, широкие или узкие), расположенные под углом 90°. На рис. 5, б показана поворотная угловая плита, полку которой можно поворачивать вокруг оси после освобождения гайки и устанавливать на требуемый угол по шкале. Такие плиты применяют при обработке наклон-»ных плоскостей.

Рис. 4. Универсальные прижимы

Рис. 5 Угловые плиты
На рис. 5, в показана универсальная угловая плита, допускающая поворот закрепленной заготовки в двух плоскостях: горизонтальной - рукояткой I и вертикальной - поворотом колодки, закрепляемой болтами. Плита представляет собой поворотный стол с тремя Т-образными пазами. Угол поворота стола отсчитывают по шкале.
На рис. 5 показано крепление к угловой плите струбцинками длинной и широкой, но тонкой планки. Для правильной установки угловой плиты на столе ее основание имеет шип, который входит в паз стола.
Прежде чем закреплять заготовку на угловой плите, надо тщательно выверить правильность установки самой плиты на столе станка рейсмасом или индикатором.
Машинные тиски по конструкции подразделяют на простые, поворотные и универсальные. На рис. 7 показаны машинные тиски с ручным зажимом. Они представляют собой упрощенную модификацию пневматических машинных тисков с высокой степенью модификации (80%). Для питания гидропривода машинных гидрофицированных или пневматических тисков используется индивидуальная гидростанция типа ГМТ или пневмогидро-преобразователь типа ПМТ , работающий от заводской пневмосети. Применение специальных съемных губок и подкладок к машинным тискам приводит к значительному сокращению затрат времени на установку заготовок. На рис. 8 приведено несколько примеров конструкций сменных губок для закрепления заготовок (а - с наклонными плоскостями; б - обрабатываемых по наружным плоскостям и торцам; в, г - валов). Подобные губки можно изготовить при необходимости для любых обрабатываемых заготовок.

Рис. 6. Закрепление заготовки на угловой плите

Рис. 7. Машинные тиски с ручным (пневматическим) зажимом
Гидравлические и пневмогидравлические тиски обеспечивают большую силу зажима, чем тиски с пневматическим приводом. На рис. 26 показаны гидравлические поворотные тиски, особенностью которых является одновременное перемещение обеих губок, обеспечивающее самоцентрирование детали. Закрепление заготовок осуществляется под давлением масла 4900 кПа, поступающего из гидравлической системы станка или от отдельного насосного агрегата в полость основания. Под давлением масла поршень перемещается вниз, а рычаги, поворачиваясь вокруг своих осей на винтах, отжимают обе губки на равные расстояния. Для установки и закрепления обрабатываемых заготовок или специальных накладок на верхней и боковых плоскостях губок предусмотрены Т-образные пазы. Предварительная наладка тисков производится винтами. Возможность поворота корпуса относительно основания 9 позволяет обрабатывать заготовки с поворотом вокруг оси в пределах 360° с точностью до 1° по шкале. Механизированный ход подвижных губок в этих тисках составляет 24 мм. При настройке губки разводятся от 0 до 200 мм. Сила зажима при указанном давлении масла достигает 53955 Н.
В последнее время начали применять приспособления с оксидно-бариевыми магнитами для закрепления стальных и чугунных заготовок с плоской опорной поверхностью. Приспособления с оксидно-бариевыми магнитами имеют ряд преимуществ по сравнению с ранее применявшимися магнитными устройствами, а именно: в закрепленных заготовках отсутствует остаточный магнетизм, металлорежущий инструмент не намагничивается, для изготовления таких приспособлений используются недефицитные материалы.

Рис. 8. Сменные губки к машинным тискам

Рис. 9. Гидравлические самоцентрирующиеся поворотные тиски

Рис. 10. Приспособление с оксидно-бариевыми магнитами

Рис. 11. Установка тисков на столе фрезерного станка
Магнитные тиски можно устанавливать с помощью шпонок (сухарей), вставляемых в паз основания тисков. Эти шпонки заводятся в средний паз стола станка. Завинчивание гаек прижимных болтов производится постепенно. Если сильно затянуть одну гайку, а затем все остальные, то это может привести к перекосу тисков. Установка тисков может быть осуществлена непосредственно по фрезерной оправке. Губки тисков устанавливают параллельно оси фрезерной оправки. В этом случае оправку приводят в соприкосновение с неподвижной губкой тисков и затем затягивают гайки прижимных болтов. На рис. 11, б показана установка тисков для случая, когда губки расположены перпендикулярно к оси фрезерной оправки. В губках тисков закрепляют угольник, который свободной полкой прижимают к фрезерной оправке. Во избежание деформации оправки необходимо пользоваться щупом, который вводят между фрезерной оправкой и неподвижной губкой или свободной полкой угольника. При правильной установке щуп можно вытащить при небольшом усилии.

Рис. 12. Выверка заготовки при ее установке в тисках
Выверка заготовок, обрабатываемых в тисках. Одновременно с закреплением обрабатываемой заготовки проверяется правильность ее положения и исправление погрешностей установки. Правильность установки заготовки в тисках по отношению к столу станка проверяется рейсмасом. Для более точной установки заготовки вместо рейсмаса используют индикатор со стойкой.
При использовании различных съемных подкладок к тискам упрощается процесс установки заготовки и в ряде случаев не требуется последующая выверка. Плотное прилегание нижней плоскости заготовки к подкладке достигается постукиванием медным или латунным молотком. Перед закреплением в тисках заготовок с уже обработанными поверхностями надо обязательно снять заусенцы, образовавшиеся во время предшествующего перехода, если они могут помешать правильной установке или закреплению заготовки. На губки тисков cледует надеть накладки из листовой меди, латуни или алюминия для предохранения от вмятин обработанных поверхностей. Кроме того, необходимо всегда перед обработкой сметать стружку со стола, опорных поверхностей заготовки, зажимных приспособлений, тисков, подкладок. Тонкостенные заготовки малой жесткости не следует зажимать с большой силой во избежание их деформаций, а следовательно, и искажения размеров и формы после обработки.
В крупносерийном и массовом производствах находят широкое применение специальные приспособления для установки и закрепления определенной детали. Закрепление заготовок в специальных приспособлениях позволяет не только сократить время на их установку и выверку, но и обеспечивает более высокую точность обработки. Пневматическая система должна быть проверена в действии на утечку воздуха. То же самое должно быть проделано в отношении гидравлических зажимов.
Рабочие органы металлорежущих станков, выполняющие линейные или (и) круговые движения подач называются столами .
Столы карусельно-фрезерных и зубофрезерных станков, обеспечивающие круговое движение подачи, имеют две разновидности конструктивного решения: с радиальными и скрестовыми Т-образными пазами (рис. 15).
Зубофрезерные полуавтоматы имеют поворотные столы с радиальными пазами, предназначенными для крепления базирующе-зажимных приспособлений. Установка приспособлений осуществляется по плоскости стола (установочная база) с центрированием по отверстию (двойная опорная база). Столы многих зубофрезерных полуавтоматов имеют центральное сквозное отверстие с базовым конусом Морзе, по которому также может производиться установка центра, цангового или другого приспособления. Внутри стола зубофрезерного полуавтомата могут быть установлены гидравлические приводы для автоматизации процессов закрепления и раскрепления заготовок.
Аналогичные конструкции базовых поверхностей и в поворотных столах зубодолбежных станков (полуавтоматов), а также некоторых других специализированных станков (например, в вертикальном сверлильном полуавтомате для обработки крепежных отверстий во фланцах, в котором поворотный стол используется как делительный механизм).
Рис. 15. Столы зубофрезерных (а) и карусельнофрезерных (б) станков
Карусельно-фрезерные полуавтоматы как технологические машины непрерывного действия имеют поворотные столы с крестовыми (двухкоординатными) Т-образными пазам илиспециальные столы с системами резьбовых отверстий для крепления приспособлений (уточняется по паспорту станка). Основная область использования полуавтоматов – высокопроизводительная обработка плоскостей заготовок. Специфика операционной технологии заключается в применении многопозиционной обработки в нескольких приспособлениях. Поэтому в большинстве случаев центральное отверстие не применяется для базирования приспособлений - они устанавливаются равномерно по окружности стола. Следует отметить, что некоторые карусельно-фрезерные станки оснащаются двумя шпиндельными бабками, что позволяет последовательно производить черновое и чистовое фрезерование за один установ заготовок. Используются и схемы непрерывного фрезерования двух различных плоскостей заготовок за два установа. В этом случае на столе карусельно-фрезерного станка устанавливаются два типа приспособлений (чередующихся через угловой шаг) с соответствующими схемами базирования.
2.4. Рабочие органы (столы) станков с линейными и линейно-круговыми движениями подач заготовок
Столы с линейными или комбинацией линейных и круговых движений подач имеются во фрезерных, сверлильных, плоскошлифовальных, строгальных, долбежных и некоторых других станках.
2.4.1. Столы станков с линейными движениями подач
Столы с линейными подачами выполняются по конструктивной схеме 14 рис. 3 в виде прямоугольных плит с параллельными Т-образными пазами. Размеры столов стандартизованы и зависят от габаритного ряда станка. В зависимости от ширины стола количество пазов может быть 1, 2, 3 или 5 (уточняется по паспорту станка). Размеры Т-образных пазов также стандартизованы .
Для базирования и закрепления приспособлений на столе станка с Т-образными пазами применяются типовые схемы, представленные на рис. 16. Корпус приспособления 1 должен иметь минимум два паза для винта 3, также называемого «Т-образным». Головка винта 3 диаметром Dвыполнена с двумя симметричными лысками в размерВ 2 (h 14) и свободно проходит в Т-образном пазу стола без возможности проворота.
Учитывая, что Т-образные пазы столов станков выполняются сквозными, то установка крепежных винтов 3 возможна после базирования и выверки приспособления на столе при условии, что пазы в корпусе имеют направление вдоль пазов стола, как показано на рис. 16, г. Для сравнения показаны и нетехнологичные решения, когда для закрепления приспособления в его корпусе выполнены отверстия (рис. 16, е) или пазы, не совпадающие с направлением Т-образных пазов стола (рис. 16, д). Нетехнологичность этих решений обусловлена необходимостью установки приспособления по схеме «сверху - вниз» на предварительно поставленные в Т-образные пазы стола винты 3. Это становится достаточно трудоемкой операцией наладки для тяжелых приспособлений, устанавливаемых как минимум на четыре винта.

Рис. 16. Типовые схемы установки (базирования и закрепления) приспособлений на столах с Т-образными пазами: а, б, в, г – технологичное решение; д, е – нетехнологичные решения; ж, з – допустимые исполнения для приспособлений из УСПО в мелкосерийном производстве; относительные размеры - рекомендуемые
Для точной ориентации приспособления на столе станка в качестве направляющей базы применяются две шпонки 2, закрепляемые в шпоночном пазу основания корпуса 1. В приспособлениях для высокоточных финишных операций (например, плоского шлифования или комбинированной обработки на многооперационных станках с ЧПУ) рекомендуется в основании корпуса выполнять один сквозной шпоночный паз под обе направляющие шпонки для возможности его шлифования за один установ.
Cтолы станков имеют нечетное количество Т-образных пазов. При симметричной установке приспособления на столах с числом пазов три и более рекомендуется шпонки устанавливать в центральный паз. При проектировании специальных приспособлений количество винтов крепления и выбор пазов стола под них определяется в зависимости от условий силового нагружения приспособления (снимаемого припуска и режимов резания), жесткости конструкции самого приспособления, вероятности вибраций при обработке и других конкретных требований.
Для мелкосерийного производства достаточно часто используются специальные приспособления, компонуемые из комплекта универсальной сборно-переналаживаемой оснастки (УСПО) . Как вариант крепления таких приспособлений допустимо применение типовых внешних прихватов из комплекта УСПО (см. рис. 16, ж) при сохранении принципа ориентации (направления) по шпонкам в корпусе. При отсутствии в корпусе приспособления шпоночных пазов возможно его направление по внешней «шпонке», роль которой выполняют специальные шлифованные пластины или одна достаточно длинная планка, устанавливаемые по посадке в один из Т-образных пазов стола, как это показано на рис. 16, з (показана посадка по центральному пазу).
Следует отметить, что в столах некоторых моделей станков пазы могут быть выполнены неравноценными по точности размера В 1 , когда только один из них - центральный - предназначен для базирования приспособлений по шпонкам и для крепления, а остальные – только для крепления. Поэтому важно установить исполнения всех пазов стола по паспорту станка.
Необходимость базирования приспособлений (тисков, магнитных плит и т.п.) на фрезерных, плоскошлифовальных, строгальных и некоторых других типах станков по Т-образному пазу неактуальна при обработке плоскостей, параллельных плоскости стола. В таких ситуациях шпонки могут не использоваться, а направляющей базой приспособления служат сами крепежные Т- образные винты, устанавливаемые в любые пазы (вне зависимости от точности размера В 1).
Вопросом о том, как самостоятельно изготовить фрезерный стол, задаются многие домашние мастера. Это объяснимо: оборудование, на котором фрезер зафиксирован неподвижно, а заготовка движется по специально оборудованному для этого рабочему столу, во многих случаях намного удобнее в использовании. Зачастую при работе с ручным фрезером заготовку закрепляют на обычном столе, а все манипуляции проводят самим инструментом, что не позволяет соблюсти точность обработки.
Фрезерный стол значительно повышает производительность труда и эффективность работы с ручным фрезером. Приобретать серийную модель такого стола для своего домашнего зачастую невыгодно. Намного экономичнее изготовить фрезерный стол своими руками. Это не займет много времени и потребует очень незначительных финансовых затрат. Справиться с такой задачей при желании может любой домашний мастер.
Используя самодельный стол для ручного фрезера при обработке изделий из древесины, можно добиться результатов, которые позволяют получить профессиональные фрезерные станки. С помощью такого несложного приспособления качественно выполняют целый перечень технологических операций: вырезание фигурных отверстий и проделывание различных прорезей и пазов в заготовке, изготовление соединительных элементов, обработка и профилирование кромок.
С устройством фрезерного стола заводского производства можно ознакомиться на видео ниже. Мы постараемся сделать не хуже, а в чем-то даже лучше и, что весьма немаловажно, дешевле.
Самодельный фрезерный стол, которым вы оснастите свой домашний станок, даст вам возможность выполнять обработку не только деревянных заготовок, но и изделий, которые выполнены из ДСП, МДФ, пластика и др. С помощью такого самодельного фрезерного стола вы сможете делать пазы и шлицы, обрабатывать элементы шпунтовых соединений и соединений «шип-паз», снимать фаски и создавать декоративные профили.
Самодельный стол для фрезера, изготовление которого не потребует больших финансовых затрат, позволит вам оснастить свою домашнюю мастерскую настоящим деревообрабатывающим станком. Необходимо будет только закрепить сам инструмент – ручной фрезер, для чего можно использовать стойку сверлильного станка или верстак. Не случайно, многие производственные компании занялись изготовлением именно фрезерных столов и аксессуаров к ним, но за такое приспособление придется отдать приличную сумму денег. Самодельный стол для оснащения фрезерного станка, если его сделать в соответствии с чертежами, которые мы разберем в данной статье, по своей функциональности ничем не уступает моделям, выпущенным в производственных условиях, а обойдется он значительно дешевле.
Чертежи фрезерного стола: вариант №1
Чертежи фрезерного стола с детальным разбором конструкции основных узлов и их размерами.

Чертежи самодельного стола для ручного фрезера (нажмите, чтобы увеличить)
Размеры деталей
Стол в разрезе
Двуслойная крышка стола
Вырез в первом слое стола
Разметка выреза второго слоя стола
Склеивание обоих слоев
Выпиливание выреза по разметке второго слоя
Чертеж параллельного упора
Торцевая пластина упора
Патрубок пылеотвода
 Предохранительный щиток из оргстекла
Гребенчатый прижим и стопорный блок
Предохранительный щиток из оргстекла
Гребенчатый прижим и стопорный блок
Конструкция фрезерного стола
При желании можно сделать фрезерный самодельный стол из обычного верстака, но лучше изготовить специальную конструкцию. Объясняется это тем, что станок с фрезой создает при работе сильную вибрацию, поэтому станина, используемая для фиксации фрезера, должна отличаться высокой устойчивостью и надежностью. Следует также учитывать и то, что само фрезерное устройство крепится к нижней части столешницы для фрезерного стола, поэтому под ней должно быть достаточно свободного места.
При креплении устройства к столешнице самодельного стола для ручного фрезера используется монтажная пластина, которая должна обладать высокой прочностью и жесткостью, либо специальные прижимы для фрезерного станка. Такая пластина может быть изготовлена из металлического листа, текстолита или прочной фанеры. На подошвах большинства моделей фрезеров уже есть резьбовые отверстия, они и нужны для соединения такого устройства со столешницей и монтажной пластиной. Если таких отверстий нет, можно просверлить их самостоятельно и нарезать в них резьбу либо использовать специальные прижимы для фрезерного станка.

Прижимы для фрезерного станка или монтажная пластина должны располагаться на одном уровне со столешницей, для этого в последней делается выборка соответствующих размеров. В пластине необходимо просверлить несколько отверстий, одни из которых необходимы для ее соединения со столешницей при помощи саморезов, а другие – для того, чтобы такая пластина могла быть зафиксирована на подошве фрезера. Винты и саморезы, которые вы будете использовать, должны быть обязательно с потайной головкой.
Чтобы сделать включение своего более удобным, на столешнице можно расположить обычную кнопку, а также кнопку-грибок, которая сделает ваше устройство еще и более безопасным в работе. Для повышения удобства своего домашнего станка можно закрепить на поверхности фрезерного стола, изготовленного для ручного фрезера своими руками, длинную металлическую линейку.
Прежде чем начинать конструировать фрезерный координатный стол своими руками, необходимо определить место, где он будет располагаться, а также решить, какой тип фрезерного оборудования вы хотите изготовить. Так, можно сделать агрегатный фрезер своими руками (стол будет располагаться с боковой части пильного оборудования, служить его расширением), компактный настольный станок, отдельно стоящее стационарное оборудование.
Остановить свой выбор на компактном настольном оборудовании для работы по дереву и другим материалам можно в том случае, если вы обращаетесь к нему нерегулярно или часто используете его вне своей мастерской. Такая установка, которую отличают небольшие размеры, занимает совсем немного места, а при желании, ее можно повесить на стену.
Если размеры вашей мастерской позволяют, то под фрезер лучше приспособить основу стационарного фрезерного станка, работать на котором намного удобнее, чем на настольном оборудовании. Чтобы сделать такое устройство более мобильным, его можно поставить на колеса, с помощью которых вы сможете легко менять его месторасположение.
Простой самодельный фрезерный стол. Есть вопросы к общей прочности, но зато дешево и сердито.
Простейший фрезерный стол или стол для сверлильного станка можно сделать очень быстро. Для изготовления такой конструкции, легко располагающейся и на обычном рабочем столе, вам понадобится лист ДСП, на котором закрепляются направляющие элементы. В качестве такой направляющей, которая может использоваться в качестве параллельного упора для фрезерного стола, подойдет обычная доска небольшой толщины, которая крепится к столешнице при помощи болтовых соединений. При необходимости, параллельно можно прикрепить вторую такую доску, которая будет служить ограничительным упором.
ВДля врезки фрезера в стол в листе из ДСП необходимо будет сделать отверстие для его размещения, а фиксироваться на столешнице, он будет при помощи двух струбцин. После этого изготовление фрезерного стола можно считать законченным. Чтобы сделать использование такой конструкции более удобным, на столешнице можно разместить простейшие прижимы для фрезерного станка.
Изготовление станины и столешницы
Станина самодельной фрезерной установки должна обладать высокой устойчивостью и надежностью, так как именно на нее будут приходиться основные нагрузки. Конструктивно она представляет собой каркас с опорами, на котором фиксируется столешница. В качестве материала для изготовления каркаса станины можно использовать соединяемые сваркой металлические профили, ДСП, МДФ, дерево. Желательно сначала подготовить чертежи такого устройства. На них необходимо обозначить все элементы конструкции и их размеры, зависящие от габаритов деталей, которые планируется обрабатывать на таком фрезерном оборудовании.

Нижнюю часть станины со стороны ее передней части необходимо углубить на 100–200 мм, чтобы ногам оператора фрезерного станка ничего не мешало. Если вы собираетесь обрабатывать на своем самодельном станке накладки для дверей и торцы фасадов для них, то размеры станины могут быть следующими: 900х500х1500 (высота, глубина, ширина).
Одной из значимых характеристик станины для самодельного фрезерного станка является ее высота, от которой зависит удобство работы на таком оборудовании. По требованиям эргономики наиболее подходящая высота оборудования, за которым работают стоя, - 850–900 мм. Нижние части опор станины желательно сделать регулируемыми. Это даст возможность не только компенсировать неровности пола, но и в случае необходимости, менять высоту фрезерного стола. Для изготовления поворотного стола своими руками достаточно зафиксировать на его ножках специальные колесики.

Сборка примерно такого стола рассмотрена в варианте №2
Сделать фрезерный стол, отличающийся невысокой ценой, высокой надежностью, можно из столешницы старого кухонного стола. Такие столешницы, как правило, изготовлены из листа ДСП толщиной 26 или 36 мм, покрытого износостойким пластиком. Их поверхность обеспечивает хорошее скольжение заготовки, а основа из ДСП отлично гасит возникающие при работе оборудования вибрации. Если делать рабочий стол для станка своими руками, то для этих целей подойдут плиты из МДФ и ДСП (ЛДСП) толщиной от 16 мм.
Чертежи фрезерного стола: вариант №2
Подробные чертежи фрезерного стола с дополнительными выдвигающимися ящиками, который можно сделать из бруса и фанеры (или МДФ). Список деталей с размерами и рекомендуемым материалом изготовления представлен в таблице.

Таблица деталей стола и их размеров
Каркас
Верхний угол каркаса
Нижний угол каркаса
Направляющая для скольжения ящиков
Схема расположения направляющих
Столешница
Чертеж упора
Большой выдвижной ящик
Маленький выдвижной ящик
Передняя часть малого ящика
Боковые панели стола
Как сделать монтажную пластину
Поскольку столешница самодельного фрезерного станка обладает достаточно большой толщиной, то монтажная пластина для крепления фрезера должна иметь минимальную толщину. Это позволит максимально задействовать вылет режущего инструмента. Понятно, что такая пластина при минимальной толщине должна отличаться высокой прочностью и жесткостью.
Пластину можно сделать из металла либо из материала, который не уступает ему по свой прочности, - текстолита. Толщина листа текстолита должна находиться в пределах 4–8 мм. Воспользовавшись предварительно подготовленными чертежами, из такого листа вырезают прямоугольную деталь, в центре которой делается отверстие. Размеры последнего соответствует диаметру отверстия в подошве фрезера.

Соединение пластины с подошвой фрезера и самим столом, как уже было сказано выше, обеспечивается за счет отверстий, выполненных в ней, и ответных резьбовых отверстий в подошве фрезера. Отверстия для фиксации пластин к поверхности стола, которые используются как прижимы для фрезерного станка, делаются по четырем их углам.
Размеры и расположение отверстий для соединения пластины с фрезером должны полностью соответствовать отверстиям, расположенным на подошве инструмента. Чтобы не ошибиться при изготовлении пластины, необходимо предварительно подготовить ее чертеж, на котором надо указать габаритные размеры этой детали, диаметры и расположение на ней всех отверстий. При желании можно зафиксировать ее на поверхности стола, используя скобы-прижимы.
Видео с подробным рассказом о постройке фрезерного стола, функционал и удобство которого весьма высоки, но и сложность изготовления также очень серьезная. Для большинства мастеров такой стол будет излишне сложным, но, возможно, кто-то почерпнет полезные идеи при создании своего собственного оборудования.
Сборка фрезерного стола
Универсальный фрезерный стол или начинают собирать с крепления столешницы на готовую станину. Монтажную пластину прикладывают к тому месту столешницы, где она по чертежу должна быть размещена, обводят ее контур карандашом. Необходимо это для того, чтобы по обозначенному контуру выбрать для пластины углубление, для чего используют ручной фрезер с инструментом диаметром 6–10 мм. Размер этого углубления должен быть таким, чтобы пластина легла в него на одном уровне с поверхностью столешницы.
Сделать круглой фрезой углубление с прямыми углами не получится, поэтому на самой пластине углы тоже надо скруглить при помощи напильника. После фиксации в столешнице необходимо сделать в монтажной пластине отверстие с размерами, соответствующими диаметру подошвы фрезера. Делается оно при помощи прямой фрезы, толщина которой должна быть больше, чем у самой столешницы.
Когда требования с оборудованию невелики и связываться с самоделками нет желания, можно купить нечто подобное тому, что изображено на фото ниже.

PROMA ценой около 6 тысяч рублей — один из самых дешевых заводских фрезерных столиков
Для выполнения такой операции вам не потребуется чертеж, так как она не требует высокой точности. С обратной стороны столешницы также необходимо выбрать некоторое количество материала, так как в нижней части стола надо будет размещать кожух пылеуловителя и другие приспособления. Чтобы быстро выполнить все вышеописанные операции, можно ориентироваться на размещенные в этой статье чертежи или фото.
Заключительным этапом сборки самодельного фрезерного стола является соединение всех его конструктивных элементов. Сначала с нижней части столешницы заводится фрезер, его подошва прикручивается к монтажной пластине. Затем сама пластина крепится к верхней поверхности столешницы при помощи саморезов с потайными головками, которые должны быть полностью утоплены в подготовленные отверстия. Только после выполнения этих операций сама столешница надежно закрепляется на станине.
Чертежи фрезерного стола: вариант №3
Компактный настольный фрезерный стол и подробный разбор его создания на фото ниже.

Компьютерная модель
Внешний вид в сборе
Вид сзади
Вид спереди
Фреза поднята, створки раздвинуты
Фреза опущена, створки сдвинуты
Ручной фрезер
Шланг от пылесоса для отвода пыли и стружки
Крепление фрезера и отвод стружки
Регулировка подъема фрезы
Подъем фрезы осуществляется вращением винта
Настройка подъема фрезы
Настройка вылета фрезы
Площадка из оргстекла до установки фрезера
Стекло точно подогнано к столешнице
Фрезер прикручен с опорной площадке
Изготовление верхнего прижима
Задаваясь вопросом о том, как сделать самодельный станок более безопасным в эксплуатации и обеспечить удобство обработки на нем габаритных заготовок, можно оснастить такое оборудование верхним прижимом. Для создания этого приспособления, изготавливаемого на основе ролика, также необходимо подготовить чертежи.
В качестве ролика для прижимного устройства часто используют шариковый подшипник подходящего размера. Монтируют такой ролик на удерживающем устройстве, позволяющем зафиксировать его на любом расстоянии от столешницы. При помощи этого несложного универсального устройства обрабатываемая заготовка любой толщины будет надежно зафиксирована при перемещении по поверхности рабочего стола.
На видео ниже человек показывает свой самодельный фрезерный стол, который был собран им прямо на балконе собственного дома.
Привод для самодельного фрезерного станка
Для того чтобы сделанный вами самодельный фрезер по дереву отличался высокой производительностью и функциональностью, необходимо оснастить его электроприводом достаточной мощности. Если вы планируете использовать свой станок для обработки деталей из дерева с неглубокой выборкой, для него будет вполне достаточно электродвигателя с мощностью 500 Вт. Однако оборудование с приводом невысокой мощности будет часто отключаться, что сведет на нет всю экономию от приобретения слабого электродвигателя.
Оптимальным выбором для подобных станков являются электродвигатели, мощность которых начинается от 1100 Вт. Такой электродвигатель с мощностью, варьирующейся в пределах 1–2 кВт, позволит вам применять свое самодельное устройство как настоящий фрезерный станок по обработке изделий из древесины. Кроме того, вы можете использовать на таком станке фрезы любого типа. Для оснащения привода станка можно использовать электродвигатели, которые устанавливаются на стационарном оборудовании (например, на сверлильных станках), а также на ручных инструментах (дрели, болгарки, ручные фрезеры).